 ╩ųÖC(j©®)ų▒ŠĆŻ║
╩ųÖC(j©®)ų▒ŠĆŻ║ ū╔įā¤ßŠĆŻ║0571-56211150
ū╔įā¤ßŠĆŻ║0571-56211150







¼F(xi©żn)ėąĘ©╠m╦▄╝■Ż¼ī”(du©¼)ė┌Ųõ─ŻŠ▀Ø▓ūóŽĄĮy(t©»ng)┤_Č©▌^×ķ└¦ļyŻ¼é„Įy(t©»ng)Ą──ŻŠ▀Ą─Ø▓ūóŽĄĮy(t©»ng)ų╗─▄ę└┐┐Įø(j©®ng)“×(y©żn)üĒ(l©ói)┤_Č©Ż¼▀@śėįO(sh©©)ėŗ(j©¼)Ą─Ø▓ūóŽĄĮy(t©»ng)═∙═∙ļyęį▀_(d©ó)ĄĮ└ĒŽļĄ─│õ╠Ņą¦╣¹Ż¼▀Ć╚▌ęūī¦(d©Żo)ų┬│╔ą╬Ą─╦▄╝■│÷¼F(xi©żn)ć└(y©ón)ųžĄ─╚█║Ž╝yĄ╚╚▒Ž▌Ż¼ė░Ēæ«a(ch©Żn)ŲĘĄ─▒Ēė^┘|(zh©¼)┴┐ĪŻ
¼F(xi©żn)į┌▀\(y©┤n)ė├HSCAE▄ø╝■▀M(j©¼n)ąą─ŻöMėąŽ▐į¬Ęų╬÷Ż¼┐╔ęįī”(du©¼)─ŻŠ▀Ą─Ø▓ūóŽĄĮy(t©»ng)▀M(j©¼n)ąą£╩(zh©│n)┤_Ą──ŻöMŻ¼─▄┐┤ĄĮįO(sh©©)ėŗ(j©¼)Ą─▓╗═¼Ą─Ø▓ūóŽĄĮy(t©»ng)«a(ch©Żn)╔·Ą─│╔ą═ą¦╣¹ĪŻ
ī¦(d©Żo)╚ļĄ─«a(ch©Żn)ŲĘĄ─ŠW(w©Żng)Ė±╚ńłD╦∙╩ŠŻ¼įōŠW(w©Żng)Ė±Ą─┘|(zh©¼)┴┐▌^▓ŅŻ¼¤o(w©▓)Ę©▀M(j©¼n)ąąĘų╬÷ĪŻ╩ūŽ╚į┌HSCAE▄ø╝■ŠW(w©Żng)Ė±╣▄└ĒŲ„ųąŻ¼ī”(du©¼)┤╦«a(ch©Żn)ŲĘ▀M(j©¼n)ąąŠW(w©Żng)Ė±äØĘųŻ¼å╬ō¶“ŠW(w©Żng)Ė±”▓╦å╬└’Ą─“╔·│╔ŠW(w©Żng)Ė±”├³┴ŅŻ¼ŠW(w©Żng)Ė±▀ģķL(zh©Żng)įO(sh©©)×ķ“4.53mm”Įø(j©®ng)▀^(gu©░)äØĘųĄ─ŠW(w©Żng)Ė±łDą╬╚ńłD╦∙╩ŠĪŻ
═©▀^(gu©░)ŠW(w©Żng)Ė±įu(p©¬ng)ār(ji©ż)Ż¼┐╔ęį┐┤│÷ŠW(w©Żng)Ė±┘|(zh©¼)┴┐Ą─║├ē─Ż¼å╬ō¶“╬─╝■”▓╦å╬└’Ą─“ŠW(w©Żng)Ė±”├³┴ŅŻ¼ÅŚ│÷Ž┬└Ł▓╦å╬Ż¼▀xō±“ŠW(w©Żng)Ė±įu(p©¬ng)ār(ji©ż)”├³┴ŅŻ¼½@Ą├ŠW(w©Żng)Ė±įu(p©¬ng)ār(ji©ż)Ą─ĮY(ji©”)╣¹Ż¼╚ńłD╦∙╩ŠĪŻ
ė╔łD┐╔ęį┐┤│÷Ż¼ŠW(w©Żng)Ė±įu(p©¬ng)ār(ji©ż)Ą─ĮY(ji©”)╣¹╩ŪŻ║╣┬┴óį¬╦žĪó┴Ń├µĘeå╬į¬Īóūįė╔▀ģĮńĪóŽÓĮ╗Õe(cu©░)š`Īó┴Ń║±Č╚ĪóķL(zh©Żng)Ė▀▒╚Īóå╬į¬┼õī”(du©¼)Č╝═©▀^(gu©░)Ż¼ŠW(w©Żng)Ė±┘|(zh©¼)┴┐▀_(d©ó)ĄĮĘų╬÷Ą─ę¬Ū¾ĪŻ
³c(di©Żn)Ø▓┐┌įO(sh©©)ų├×ķ“Ų╩╝ų▒ÅĮ×ķ2mmŻ¼ĮKų╣ų▒ÅĮ×ķ5mmŻ¼Įž├µ×ķłAą╬Ż¼ķL(zh©Żng)Č╚×ķ30mm”Ż¼Ęų┴„Ą└įO(sh©©)ų├×ķŻ║“ų▒ÅĮ×ķ6mmŻ¼ķL(zh©Żng)Č╚×ķ180mmŻ¼Įž├µ×ķłAą╬”Ż¼ų„┴„Ą└įO(sh©©)ų├×ķŻ║“Ų╩╝ų▒ÅĮ×ķ6mmŻ¼ĮKų╣ų▒ÅĮ×ķ2mmŻ¼Įž├µ×ķłAą╬”╚ńłD╦∙╩ŠĪŻ
é╚(c©©)Ø▓┐┌įO(sh©©)ų├×ķ“Ų╩╝×ķ2mmŻ¼ĮKų╣×ķ2mmŻ¼Įž├µ×ķłAą╬Ż¼ķL(zh©Żng)Č╚×ķ5mm”Ż¼Ęų┴„Ą└įO(sh©©)ų├×ķ“ų▒ÅĮ×ķ4mmŻ¼Įž├µ×ķłAą╬Ż¼ķL(zh©Żng)Č╚×ķ105mm”╚ńłD╦∙╩ŠĪŻ
╚ńłD╦∙╩ŠŻ¼▓╔ė├³c(di©Żn)Ø▓┐┌Ą─Ģr(sh©¬)ķg×ķ0.57sŻ¼▓╔ė├é╚(c©©)Ø▓┐┌Ą─Ģr(sh©¬)ķg×ķ0.52sŻ¼Ģr(sh©¬)ķg╔ŽüĒ(l©ói)┐┤Ż¼ā╔ĘNØ▓ūóŽĄĮy(t©»ng)Ż¼╚█¾w│õ╠Ņą═Ū╗Ą─Ģr(sh©¬)ķgČ╝▓Ņ▓╗ČÓĪŻ
╚█Įė║█╩Ū╦▄╝■▒Ē├µĄ─ę╗ĘNŠĆĀŅ║██EŻ¼ŽĄė╔ūó╔õųą╚¶Ė╔╣╔┴Ž┴„į┌─ŻŠ▀ųąĘų┴„ģR║ŽŻ¼╚█¾wį┌Įń├µ╠Ä╬┤═Ļ╚½╚█║ŽŻ¼▒╦┤╦▓╗─▄╚█Įė×ķę╗¾wŻ¼įņ│╔╚█║ŽėĪ█EŻ¼ė░Ēæ╦▄╝■Ą─═Ōė^┘|(zh©¼)┴┐╝░┴”īW(xu©”)ąį─▄ĪŻ
═©▀^(gu©░)▀@ā╔éĆ(g©©)łDą╬Ż¼┐╔ęį┐┤│÷Ż¼▓╔ė├³c(di©Żn)Ø▓┐┌Ą─Ż¼╦▄╝■╔Ž╚█Įė║█Ęų▓╝į┌╦▄╝■Ą─═Ō▒Ē├µ╔ŽŻ╗▓╔ė├é╚(c©©)Ø▓┐┌Ą─Ż¼╦▄╝■╔Ž╚█Įė║█Ęų▓╝į┌╦▄╝■Ą─ā╚(n©©i)é╚(c©©)Ė¶░Õ╔ŽĪŻ┤¾ČÓöĄ(sh©┤)ŪķørŻ¼▒M┴┐ūī╚█Įė║█╬╗ė┌╦▄╝■Ą─ā╚(n©©i)é╚(c©©)Ż¼▀@śė▓╗ė░Ēæ╦▄╝■Ą─═Ōė^ĪŻ
ÜŌč©ę▓ĘQū„ÜŌ┼▌╗“ÜŌ┐ūŻ¼╩Ūį┌│╔ą═ųŲŲĘā╚(n©©i)▓┐╦∙ą╬│╔Ą─┐šŽČŻ«ą╬│╔ÜŌč©Ą─įŁę“ėąŻ║
ė╔ė┌┼┼ÜŌ▓╗┴╝Ą╚ę“╦žįņ│╔╚█¾wųąĄ─╦«Ęų╗“ō]░l(f©Ī)│╔Ęų▒╗ĘŌķ]į┌│╔ą═▓─┴Žųą╦∙ą╬│╔Ą─ÜŌč©ĪŻØ▓ūóŽĄĮy(t©»ng)ųąØ▓┐┌Ą─įO(sh©©)ų├ī”(du©¼)┼┼ÜŌ▓╗┴╝ėą║▄┤¾ė░ĒæĪŻ
ā╔ĘNØ▓┐┌Č╝ėąÜŌč©«a(ch©Żn)╔·Ż¼Ą½╩Ū▓╔ė├³c(di©Żn)Ø▓┐┌Ą─ÜŌč©╔┘ę╗³c(di©Żn)Ż¼▓╔ė├é╚(c©©)Ø▓┐┌Ą─ÜŌč©ČÓę╗³c(di©Żn)ĪŻ
╦▄┴ŽĄ─╩š┐sųĖöĄ(sh©┤)╩ŪųĖ╦▄╝■į┌│╔ą═£žČ╚Ž┬Ą─│▀┤ń┼cÅ──ŻŠ▀ųą╚Ī│÷║¾└õģsų┴╩ę£ž║¾│▀┤ńų«▓ŅĄ─░┘Ęų▒╚ĪŻ╩š┐sųĖöĄ(sh©┤)Ę┤ė│Ą─╩Ū╦▄╝■Å──ŻŠ▀ųą╚Ī│÷└õģs║¾│▀┤ń┐s£pĄ─│╠Č╚ĪŻłD×ķ▓╔ė├³c(di©Żn)Ø▓┐┌Ą─╦▄╝■╩š┐sųĖöĄ(sh©┤)×ķ-0.02Ż¼╩š┐sų„ę¬╝»ųąį┌ā╚(n©©i)▓┐Ė¶░ÕĄžĘĮĪŻ╚ńłD▓╔ė├é╚(c©©)Ø▓┐┌Ą─╦▄╝■╩š┐sųĖöĄ(sh©┤)×ķ-0.02Ż¼š¹éĆ(g©©)╦▄╝■╩š┐s│╠Č╚▓Ņ▓╗ČÓĪŻ
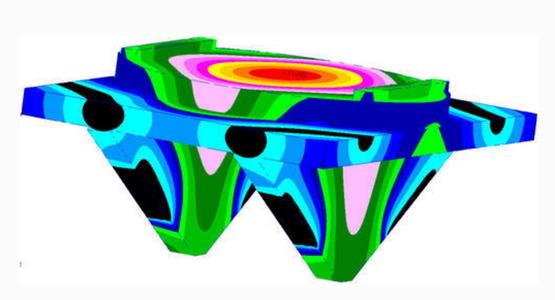
ē║┴”ł÷(ch©Żng)▒Ē├„į┌╚█¾w│õ╠Ņą═Ū╗Ģr(sh©¬)ē║┴”Ą─ūā╗»ĪŻ╚ńłDī”(du©¼)ė┌³c(di©Żn)Ø▓┐┌Ż¼ūŅ┤¾╠Äē║┴”×ķ112MPaŻ¼ūŅąĪ╠Äē║┴”×ķ81.35MPaŻ«╚ńłDī”(du©¼)ė┌é╚(c©©)Ø▓┐┌Ż¼ūŅ┤¾╠Äē║┴”×ķ137MPaŻ¼ūŅąĪ╠Äē║┴”×ķ91.96MPaĪŻ
ūó╔õē║┴”ė╔ūó╔õÖC(j©®)╠ß╣®Ż¼ų╗ę¬ūó╔õÖC(j©®)ćŹ╬╗─▄ē“ØMūŃę¬Ū¾Ż¼╗∙▒Š╚█¾w│õ╠Ņą═Ū╗╦∙ąĶꬥ─ē║┴”Č╝─▄ē“ØMūŃę¬Ū¾ĪŻ
ŠC║Žęį╔Žā╔ĘNĘĮ░ĖŻ¼▀xō±Ą┌ę╗ĘNĘĮ░Ė▌^║├ĪŻ▀\(y©┤n)ė├HSCAE▄ø╝■Ä═ų·Ęų╬÷Ø▓ūóŽĄĮy(t©»ng)Ą─ĘĮ░ĖŻ¼╠ßĖ▀┴╦įO(sh©©)ėŗ(j©¼)Ą─ą¦┬╩Ż¼▓óŪę╩╣Ą├─ŻŠ▀Ą─įO(sh©©)ėŗ(j©¼)Ė³×ķ║Ž└ĒĪŻ
īŻśI(y©©)Å─╩┬ÖC(j©®)ąĄ«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)®”ėąŽ▐į¬Ęų╬÷®”CAEĘų╬÷®”ĮY(ji©”)śŗ(g©░u)ā×(y©Łu)╗»®”╝╝ąg(sh©┤)Ę■äš(w©┤)┼cĮŌøQĘĮ░Ė
║╝ų▌─Ū╠®┐Ų╝╝ėąŽ▐╣½╦Š
▒Š╬─│÷ūį║╝ų▌─Ū╠®┐Ų╝╝ėąŽ▐╣½╦Šm.yw15777.cnŻ¼▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠Ä║═ŽÓĻP(gu©Īn)µ£ĮėŻĪ